Eine "Constantly Monitored Zone" CMZ bei Maschinen bezieht sich auf einen Bereich oder eine Zone in einer Maschine, die ständig von Sensoren oder anderen Überwachungsmechanismen überwacht wird. In diesen Zonen können beispielsweise kritische Komponenten oder Prozesse einer Maschine liegen, bei denen das Auftreten eines Fehlers oder einer Störung schwerwiegende Konsequenzen haben kann. Die Überwachung dieser Zonen kann durch verschiedene Arten von Sensoren erfolgen, wie z.B. Temperatur- oder Drucksensoren, die kontinuierlich die Werte in der Zone messen und an das Steuerungssystem der Maschine übermitteln. Das Steuerungssystem kann dann bei Abweichungen von den normalen Werten entsprechende Maßnahmen einleiten, um potenzielle Probleme zu vermeiden oder zu minimieren.
Beispiele für Constantly Monitored Zones in Maschinen sind beispielsweise:
•Die Zone um den Bearbeitungsbereich in einer CNC-Maschine, wo die Temperatur des Schneidwerkzeugs und des Materials, das geschnitten wird, ständig überwacht wird, um Überhitzung und Beschädigung zu vermeiden.
•Die Zone um den Brenner in einem Industrieofen, wo die Temperatur und die Gaszufuhr ständig überwacht werden, um die Brennqualität und Sicherheit zu gewährleisten.
•Die Zone um die Schweißstelle in einer Roboterschweißmaschine, wo die Temperatur und der Druck der Schweißausrüstung überwacht werden mus, um eine gleichmäßige Schweißqualität sicherzustellen.
Insgesamt ist die Überwachung von Constantly Monitored Zones bei Maschinen ein wichtiger Bestandteil der Sicherheits- und Qualitätskontrolle, um einen reibungslosen Betrieb und den Schutz von Mensch und Maschine zu gewährleisten.
Die CMZ sind auf der Plant-, Hardwarezonen- und Sequenceebene zu finden. Die Einteilung in diese Ebenen legt fest, welche Ebene bei einem Fehlerfall abgeschaltet wird. Wenn ein Fehler auf der Plant-Ebene auftritt, wie zum Beispiel Druckluftverlust, wird die Automatik der gesamten Anlage gestoppt. Fehler auf der Hardwarezonen-Ebene führen zum Stopp der jeweiligen Hardwarezone und Fehler in Sequences stoppen die betreffende Sequence. Die Fehler werden in der Alarmhistorie protokolliert.
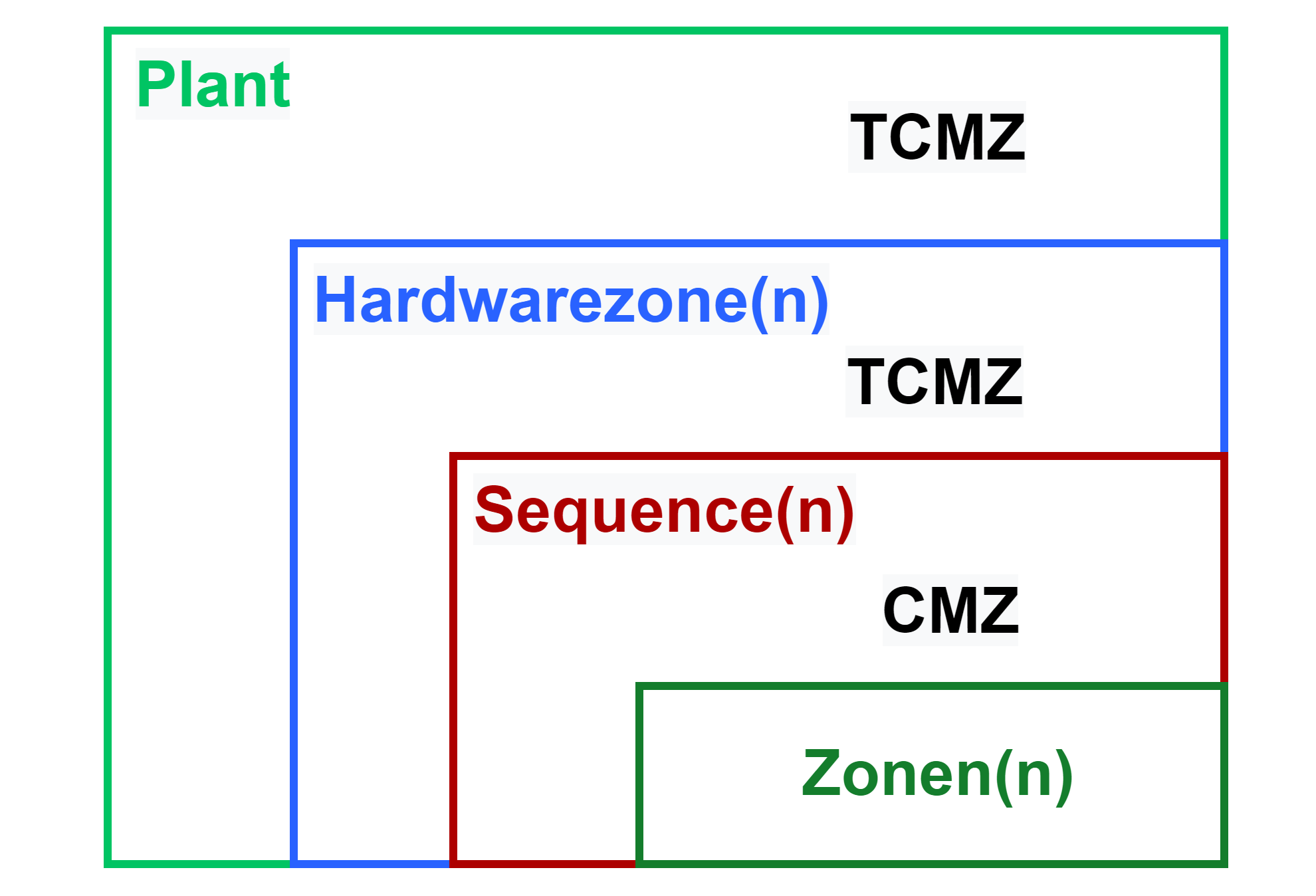
Je nachdem, in welcher Ebene die CMZ deklariert wurde, entsteht im PLC-Code ein entsprechender Eintrag. Dies kann entweder auf der Plant-, Hardwarezonen- oder Sequenceebene erfolgen.

Studio

PLC
Die CMZ werden mithilfe eines Editors bearbeitet und erstellt. Dabei werden verschiedene Optionen zur Verfügung gestellt, die im Folgenden erläutert werden:

Studio
Variable Name
Der Name einer Variablen ist wichtig für die Lesbarkeit und Verständlichkeit des Codes. Eine gute Variable sollte eindeutig, aussagekräftig und funktionell sein. Das heißt, sie sollte nur eine Bedeutung haben, den Inhalt oder Zweck der Variable beschreiben und mit dem Datentyp und der Logik des Programms übereinstimmen.
Hinweis:
Selmo verwendet die PLCopen Coding Guidelines. Dies ist ein international anerkannter Standard für die Programmierung von Automatisierungssystemen, insbesondere für die Programmierung von speicherprogrammierbaren Steuerungen (SPS). Die PLCopen Coding Guidelines legen Regeln und Best Practices fest, die den Entwicklern helfen, sicherzustellen, dass ihre SPS-Programme lesbar, wiederverwendbar und robust sind. Die Guidelines umfassen eine Vielzahl von Themen, einschließlich Namensgebung von Variablen, Kommentierung von Code, Programmstruktur und Fehlerbehandlung. Die Namensgebung von Variablen in der PLCopen Coding Guidelines folgt bestimmten Regeln. So sollen beispielsweise Variablennamen aussagekräftig sein und den Zweck und den Typ der Variable widerspiegeln. Der Name sollte in englischer Sprache verfasst sein und sich an bestimmte Konventionen halten, wie zum Beispiel die Verwendung von CamelCase. Weiterhin werden Regeln für die Benennung von Eingangs- und Ausgangsvariablen, temporären Variablen und Konstanten festgelegt. Insgesamt zielt die PLCopen Coding Guideline darauf ab, die Lesbarkeit, Wartbarkeit und Robustheit von SPS-Programmen zu verbessern und somit zu einer höheren Effizienz und Produktivität bei der Entwicklung von Automatisierungssystemen beizutragen.

PLC
Variable Type
Die Deklaration des Variablentyps erfolgt standardmäßig als Boolean-Datentyp. Über das Dropdown-Menü kann jedoch der entsprechende Datentyp ausgewählt werden. Die verfügbaren Datentypen entsprechen der Liste der Standarddatentypen.

PLC
HMI Text
Dieser Text erscheint auf der HMI, wenn ein Fehler oder eine Warnung auftritt. Er informiert den Benutzer über die Art und den Ort des Problems. Der Text wird sowohl in der Alarm Bar als auch auf der Alarm Page der HMI angezeigt und dient außerdem als Kommentar der Variable im PLC Code.

HMI
Section
Dies dient der Gruppierung und verbesserten Übersichtlichkeit der CMZ.

Studio
Inverted
Wenn das Feld "Inverted" aktiviert wird, wird der Wert der verknüpften Variable im PLC-Code der entsprechenden Ebene invertiert.
Dies ist nur mit booleschen Variablen Typen möglich

PLC
Declaration as Input
Wenn Sie die CMZ als "True" deklarieren, wird sie als Hardware-Eingang deklariert und mit dem "AT %I*" Attribut in der Programmierungslogik eingebunden. Dies bedeutet, dass die Variable ein Signal oder einen Wert von einem physikalischen Eingang des Systems empfängt, wie beispielsweise von einem Sensor oder einem Schalter.

PLC
HardwareInput
Präfix wird im generierten SPS-Code bei der Variablendeklaration hinzugefügt.
Parameter
Variablen mit einer Funktion (z.B Temperatur Maximum).
Parameter Mode
Auswahl zwischen None, Greater Than, Less Than, Equals, GreaterEquals, LessEquals, NotEquals und Window.
Window Positive Parameter und Window Negative Parameter
Eine Zahl wird verwendet, um diesen Parameter zu initialisieren.
Um den Window Mode auswählen zu können muss der Variable Type etwas anderes als BOOL sein. Window ist eine Vergleichsfunktion und fungiert wie ein Toleranzfenster. Die Window Funktion kann in der HMI immer angepasst werden. Der Window Positive Parameter ist der Maximale Wert und der Window Negative Parameter ist der Minimale Wert.
Auto Reset (Option nur in der Seqence CMZ vorhanden)
Ein Auto Reset im Fehlerfall bezeichnet eine Funktion, bei der ein Fehler automatisch zurückgesetzt wird, ohne dass manuell eingegriffen werden muss. Wenn ein Fehler auftritt, wird dieser automatisch erkannt und der Systemzustand wird auf den normalen Betriebszustand zurückgesetzt. Diese Funktion wird häufig in automatisierten Systemen verwendet, um sicherzustellen, dass der Betrieb fortgesetzt werden kann, ohne dass ein Bediener manuell eingreifen muss, um den Fehler zu beheben. Das Auto Reset im Fehlerfall ist besonders nützlich in kritischen Anwendungen, bei denen ein sofortiges Eingreifen notwendig ist, um Ausfallzeiten oder Schäden an der Ausrüstung zu minimieren.
Error Delay [ms]
Wird eingesetzt, wenn der Fehler zeitverzögert ausgelöst werden soll. Zusammenfassend lässt sich sagen, dass "Error Delay" als Begriff eingesetzt wird, wenn ein Fehler in der Signalverarbeitung auftritt und eine zeitverzögerte Auslösung gewünscht ist. Das Phänomen, bei dem ein Signal kurzzeitig mehrere schnelle Impulse erzeugt, anstatt eines einzigen Impulses, wird als "Signalprellen" oder auch als "Kontaktprellen" bezeichnet.